24小时咨询热线:
027-87862117

欢迎关注手机站

微信公众平台
湖北楚兴捷高测控仪表设备有限公司 版权所有©2023 网络支持 中国化工网 全球化工网 生意宝 著作权声明 鄂ICP备18020720号-2

一、综述
1. 吸引压送罐车目前的应用现状
吸引压送罐车.png) 是综合物料的负压气力输送和正压气力输送的原理,并将两种气力输送有机地结合在一起;以空气为物料的输送载体,在密闭的空间内进行物料的自动吸(装)料、密闭运输、自动排(卸)料的特种生产设备。吸引压送罐车是承运炼铁、炼钢、烧结、焦化、冶炼脱硅、脱硫、脱磷剂、高炉、转炉除尘灰等粉尘物料的厂内转运工作。在整个吸料、运输、排料等过程均在密闭的条件下进行,粉尘不外泄飞扬,符合国家环保标准。
是综合物料的负压气力输送和正压气力输送的原理,并将两种气力输送有机地结合在一起;以空气为物料的输送载体,在密闭的空间内进行物料的自动吸(装)料、密闭运输、自动排(卸)料的特种生产设备。吸引压送罐车是承运炼铁、炼钢、烧结、焦化、冶炼脱硅、脱硫、脱磷剂、高炉、转炉除尘灰等粉尘物料的厂内转运工作。在整个吸料、运输、排料等过程均在密闭的条件下进行,粉尘不外泄飞扬,符合国家环保标准。
目前,根据我单位生产现场反馈的情况,结合车辆总装厂和阀门配套厂提供的统计数据,吸引压送罐车的吸料阀故障率一直都比较高,无故障运行时间通常为一年左右,如果是含铁量较高的重灰、细灰或含硫较高的腐蚀性灰、渣,无故障运行时间不会超过半年,甚至更短。吸引压送罐车的吸料阀控制的是车辆的总进口,这种工况对阀门的冲刷和磨损非常严重,一旦阀门出现故障,车辆基本无法正常运行,不仅影响了现场的生产效率,同时也增加了企业的运维成本。
2. 产品升级改型的必要性和可行性分析
“如何提高吸料阀的无故障运行时间”,不仅是阀门生产厂正在努力解决的技术难点,同时也是车辆总装厂和车辆用户单位都在面临并急需解决的的现场问题。引压送罐车对吸料阀的结构和性能要求如下:

前期,车辆总装厂在吸料阀的产品选用方面做过很多偿试,但最终的效果都差强人意。近些年,在车辆厂和我单位的大力支持下,阀门配套厂经过反复偿试不断总结,三方基本形成一个共识:“磨盘式结构的吸料阀是这一特殊工况的最优应用方案”。目前,车辆厂选配的磨盘阀产品基本可以满足现场的技术要求,存在的唯一缺陷就是“积灰问题”,尤其是发潮后流态不好的灰,不仅会积在阀腔内部,而且还会结块,最终导致阀门开关不到位,密封不严,出现漏灰的情况。如果我们想“提高吸料阀的无故障运行时间”,那么我们就应该努力去解决磨盘阀积灰的问题。解决之一问题的基本思路就是在阀腔内部吹立一套吹扫系统,最大程度上降低积灰的概率。
二、 产品升级的目标
1、最大程度上降低阀腔内积灰的概率,让吸料阀在一般工况下无故障运行时间延长至两年,特殊工况保证一年的稳定运行时间。
注:
特殊工况:
①含铁量较高的重灰、细灰;
②含硫较高的腐蚀性灰、渣;
③比较潮湿,流态不好的灰、渣;
④容易结垢的灰、渣;
⑤温度超过300℃的灰、渣。
一般工况:不具备特殊工况任何一个特征的灰、渣。
2、优化阀门的整体结构,简化阀门的控制单元,降低吸料阀的检修难度,节约一半的维修成本。
注:
①检维修成本/工时:
②阀门从设备、管道上拆装的工时;
③检测、拆解、清理的工时;
④配件的修整、研磨、加工的工时;
⑤配件的更换成本。
三、产品升级改型的研究内容和实施方案
1、技术特点
在磨盘结构的基础上进行改进,方案主要还是围绕“如何解决积灰的问题”。目前车辆上的电气条件,只可以借用8bar的压缩空气;参照“气刀”的结构和原理在阀门上增加一套内腔吹扫系统。
2、核心工艺
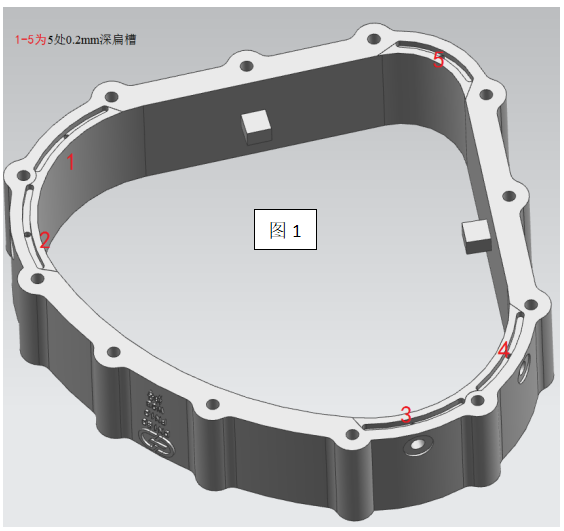
在磨盘阀阀圈周围容易积尘处加工5处0.2mm深扁槽, 扁槽根处加工深6mm储气槽 ,见图1:
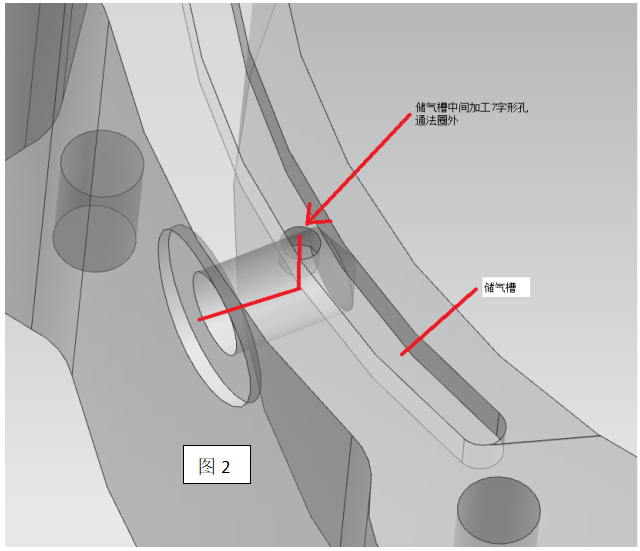
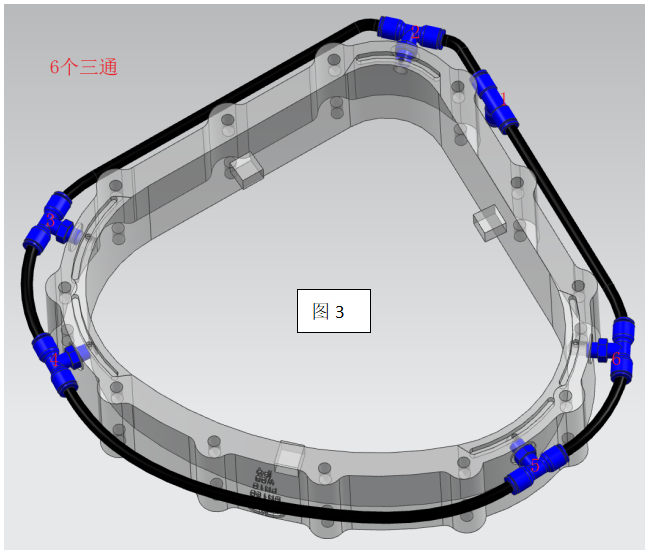
储气槽中间加工7字形孔通法圈外(图2), 由6个三通连接进气管道于阀圈周围(图3):
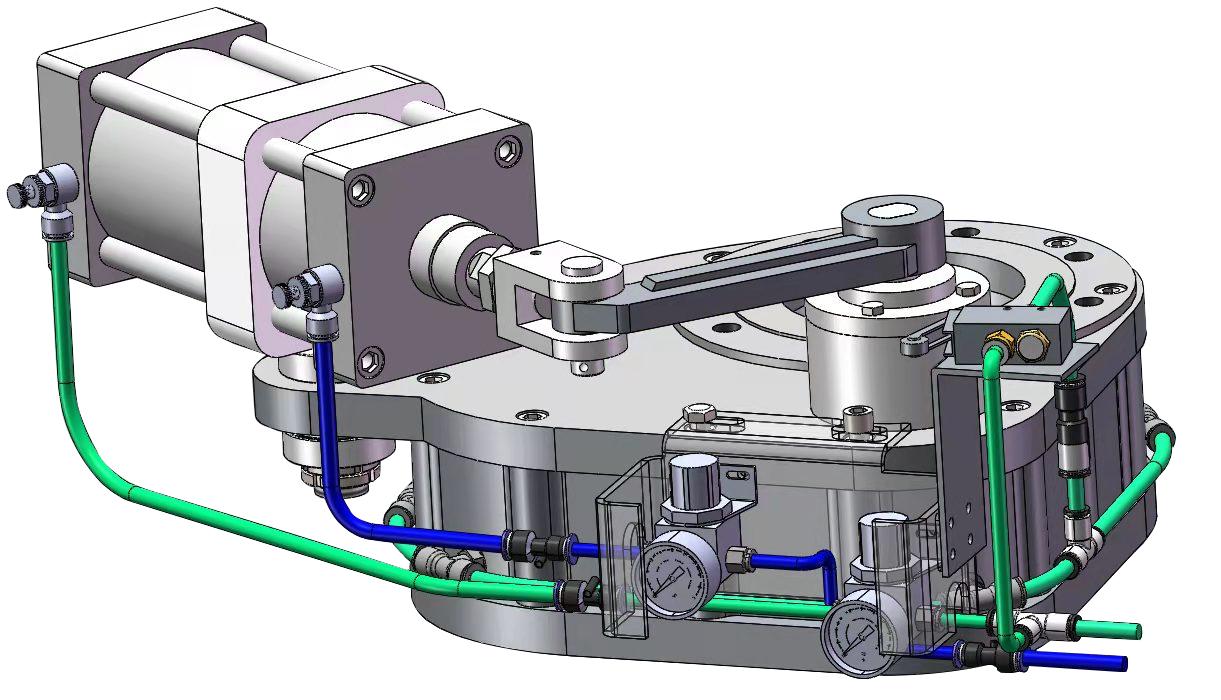
3、工作原理
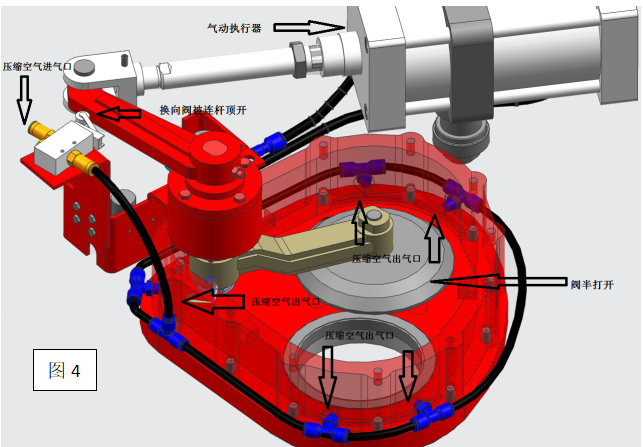
其中1号三通连接进气管靠近机械换向阀气管,吸排车吸排料气动执行器伸缩启动时阀半打开,连杆触发换向阀,压缩连通进气管,向5个三通进气,当压缩气体进入储气槽后,由五处0.2mm扁槽向阀腔吹出压缩气体,迅速吹净阀腔残留介质(图4):
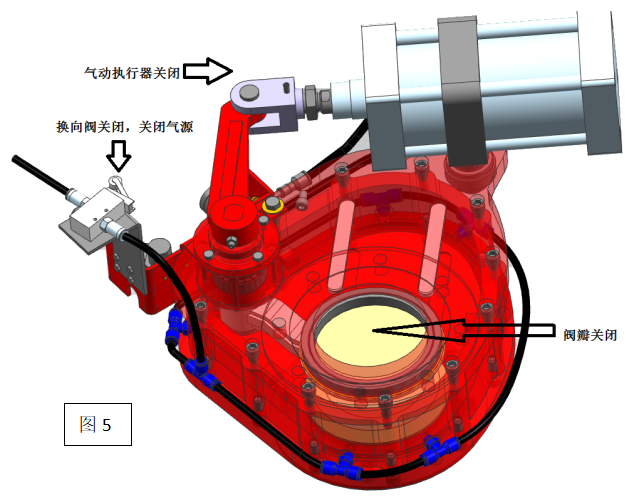
当吸排完成关阀时,气动执收回联杆阀半关闭,换向阀关闭停止向进气管供, 自动完成停止吹扫(图5):
4、实验效果

参照“气刀”的结构和原理,在磨盘式吸料阀上加装一套吹扫系统,经初步实验,效果良好,基本上克服了阀腔内的积灰部问,关于系统的稳定性和阀门的使用寿命问题还需要进一步验证。
欢迎关注手机站
微信公众平台